Zakres średnic 12-108 mm

SYSTEM KAN-therm
Copper
Montaż
Zastosowanie
Łączenie elementów systemuKAN-therm Copper wykorzystuje prostą, szybką, a przede wszystkim bezpieczną (brak pracy z otwartym ogniem) technikę „Press” - polegającą na zaprasowaniu kształtki na rurze za pomocą specjalnych zaciskarek.
Wszystkie narzędzia
przeznaczone do montażu systemu KAN-therm Copper są łatwe w obsłudze i nie
wymagają posiadania specjalnych uprawnień.
Przekonaj się jakie to proste! Wystarczy kilka łatwych kroków, żeby uzyskać poprawne i szczelne połączenie:
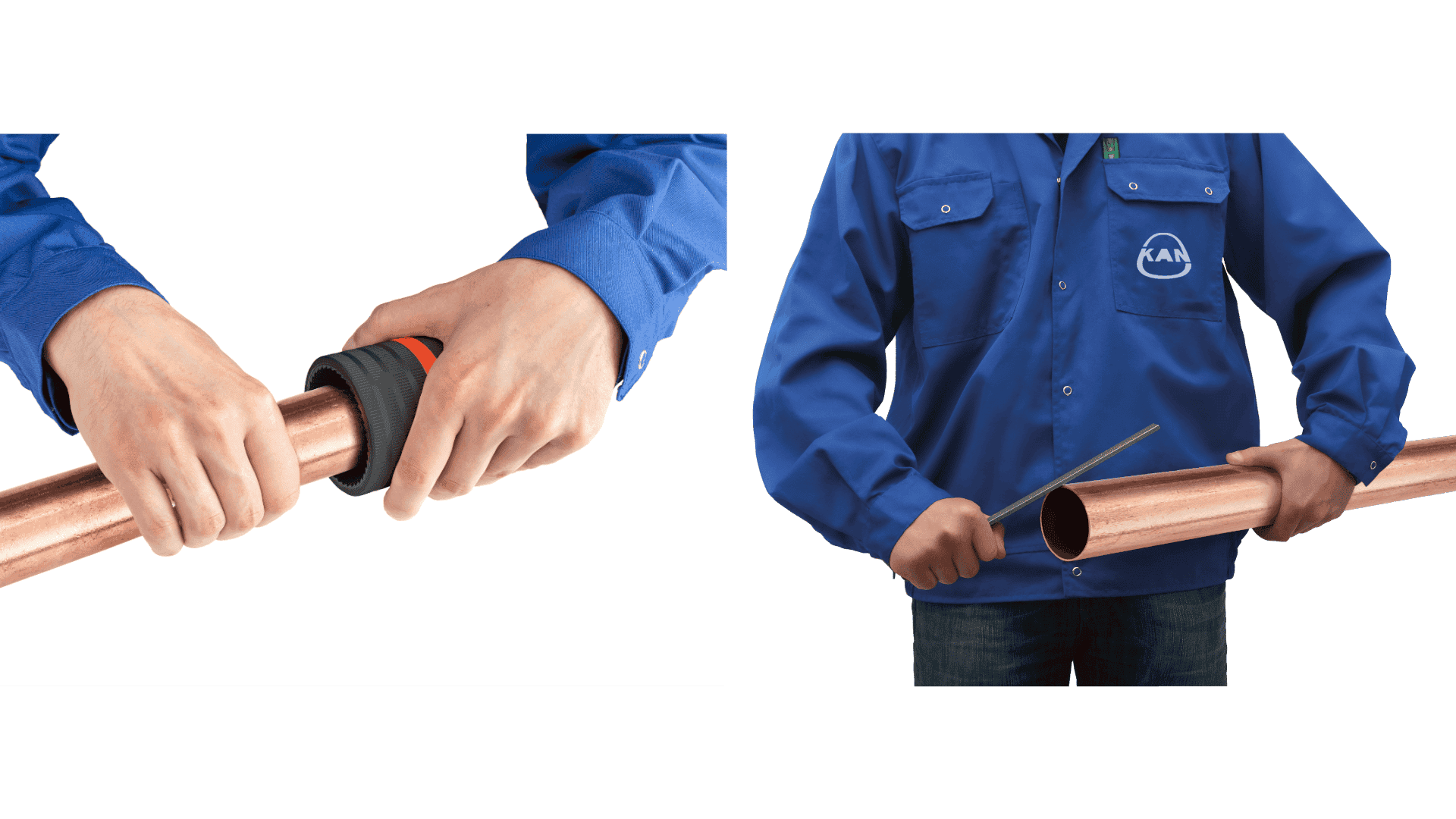
Utnij rurę na wymaganą długość.
Do cięcia rur użyj specjalnych obcinaków krążkowych, wykonując je prostopadle do osi rury.

Przygotuj odcinek uciętej rury.
Używając
ręcznego fazownika (dla średnic 66,7 – 108 mm półokrągłego pilnika) sfazuj na
zewnątrz i wewnątrz końcówkę obciętej rury, usuń z niej wszelkie opiłki mogące
uszkodzić O‑Ring w czasie montażu.
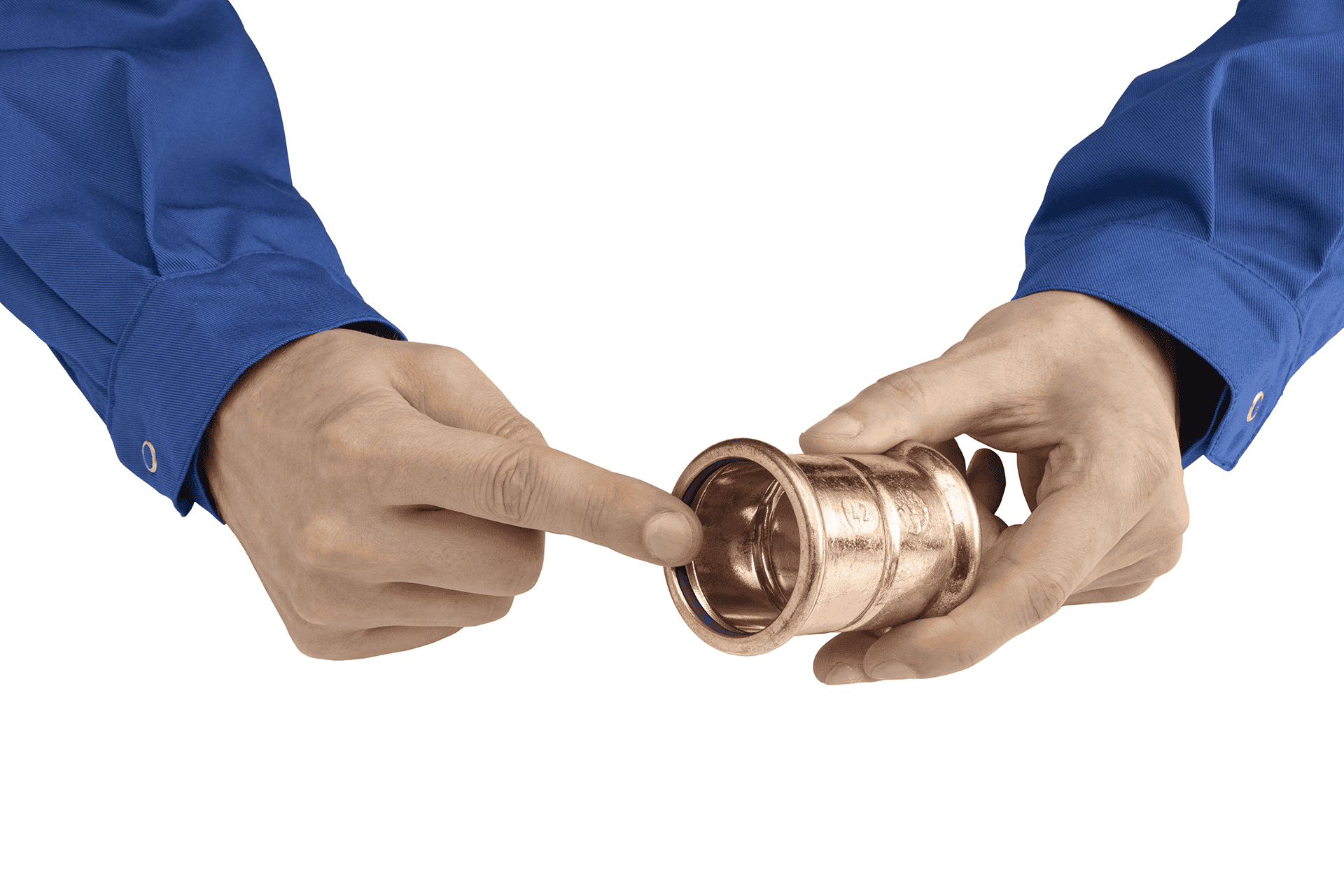
Przeprowadź kontrolę obecności i stanu O-Ringu w kształtce.
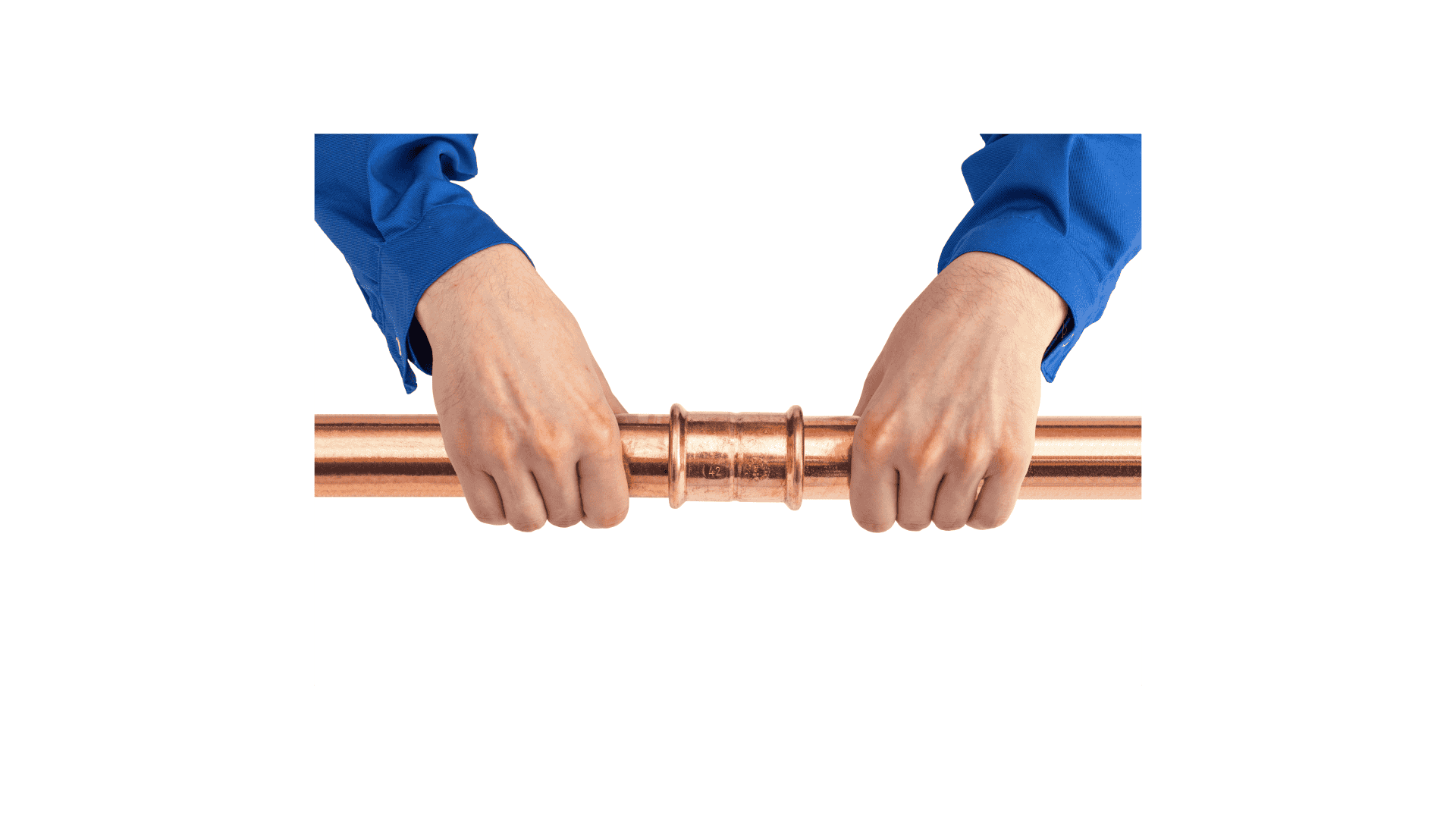
Wsuń rurę w kształtkę na wymaganą głębokość.
Zaznacz wymaganą głębokość wsunięcia rury w kształtkę.
Jest to niezbędne
dla uzyskania właściwej wytrzymałości połączenia.
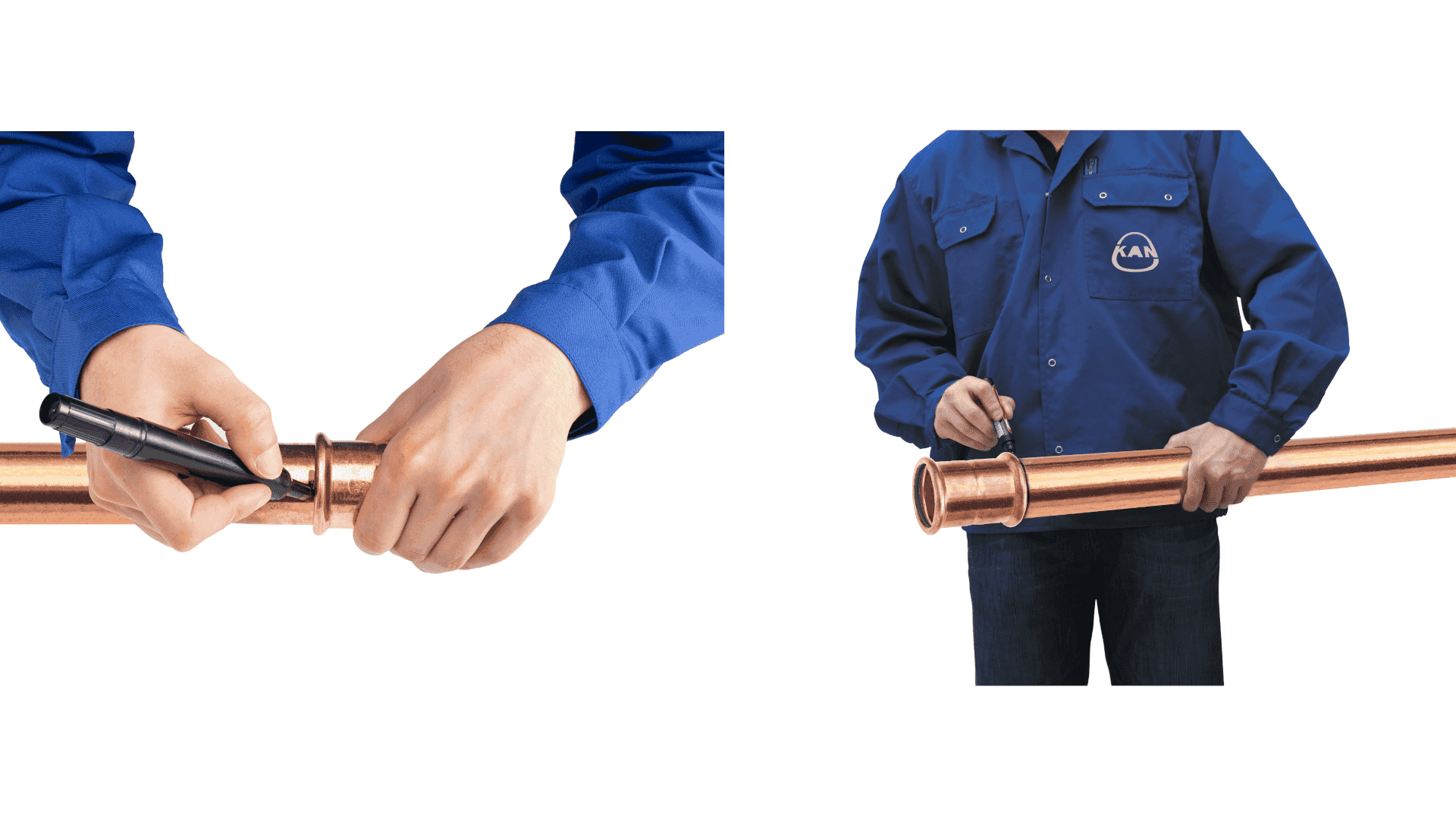
Załóż odpowiednio dobraną szczękę prasującą na kształtkę i wykonaj zaprasowanie.

- Copyright © 2020-2022 KAN Sp. z o.o.
- Wszelkie prawa zastrzeżone.
Centrum Logistyczno-Produkcyjne
ul. Karpińskiego 5
15-569 Białystok
tel. +48 85 74 99 200
15-569 Białystok
Ustawienia Cookies
Używamy plików cookie, aby świadczyć różnorodne usługi, stale je ulepszać, wyświetlać reklamy zgodnie z Twoimi zainteresowaniami na naszej stronie internetowej oraz udostępniać funkcje mediów społecznościowych. Niektóre pliki cookie są niezbędne do prawidłowego działania naszej strony internetowej i umożliwienia korzystania z jej funkcji. Za Twoją zgodą używamy również analitycznych plików cookie do ulepszania naszej strony internetowej oraz marketingowych plików cookie do wyświetlania reklam i treści na naszej stronie internetowej. Dowiedz się więcej o plikach cookie i sposobie ich używania.
Klikając „Akceptuję wszystko”, wyrażasz zgodę na użycie wszystkich plików cookie. Klikając „Dostosuj ustawienia plików cookie”, możesz wybrać, które pliki cookie akceptujesz. W każdej chwili możesz zmienić ustawienia dotyczące plików cookies lub wycofać zgodę.
Ustawienia Cookies
To narzędzie pomaga wybierać i dezaktywować różne tagi/trackery/narzędzia analityczne używane na tej stronie internetowej.
-
Usługi niezbędne
Technologie te są wymagane do aktywacji podstawowej funkcjonalności witryny.
Google Tag Manager
GrafiteCMS
SANKOM App
-
Usługi marketingowe
Technologie te są wykorzystywane przez reklamodawców do wyświetlania reklam, które odpowiadają Twoim zainteresowaniom.
Freshmail
Google Ads
Google Ads Conversion Tracking
Facebook Social Plugins
-
Usługi analityczne
Dzięki tym technologiom możemy analizować wykorzystanie witryny internetowej w celu zmierzenia i udoskonalenia wydajności.
Clickmeeting
Google Maps
Google Analytics
erecruiter
Podanie danych osobowych jest dobrowolne, aczkolwiek konieczne w celu prawidłowej obsługi konta i wszystkich funkcjonalności z nim związanych. Informacje o przysługujących użytkownikowi prawach, w tym o uprawnieniu do dostępu do treści danych, do ich sprostowania, usunięcia, ograniczenia przetwarzania, do przenoszenia danych, wniesienia sprzeciwu, do cofnięcia zgody w dowolnym momencie bez wpływu na zgodność z prawem przetwarzania, a także wniesienia skargi do organu nadzorczego w zakresie ochrony danych osobowych zostały szerzej określone:
Polityka ochrony prywatności Regulamin Świadczenia Usług Drogą Elektroniczną-
Google Tag Manager
Usługi niezbędne
Opis usługi
To jest system zarządzania tagami. Dzięki temu użytkownik może aktualizować kody pomiarowe i powiązane fragmenty kodu, zwane zbiorczo tagami, na stronie internetowej użytkownika lub w aplikacji mobilnej.
Podmiot przetwarzający
Google Ireland Limited, Google Building Gordon House, 4 Barrow St, Dublin, D04 E5W5, Ireland
Cele przetwarzania danych
Ta lista przedstawia cele zbierania i przetwarzania danych.
Personalizacja
Statystyka
Analiza
Tracking
Reklama
Marketing
Śledzenie działań użytkowników
Informacje przetwarzania przez podmiot przetwarzający
Link poniżej zawiera informacje o zbieranych danych, podczas korzystania z tej danej usługi. Mogą to być dane jak IP, czas przetrzymywania danych czy dane firmy udostępniającej usługę.
https://policies.google.com/privacy?hl=en
Wykorzystywane technologie
Ta lista przedstawia wszystkie technologie wykorzystywane przez tę usługę do gromadzenia danych. Typowe technologie to pliki cookie i piksele, które są umieszczane w przeglądarce.
Cookie
Podstawa prawna
Poniżej wymieniono niezbędną podstawę prawną przetwarzania danych.
Art. 6 ust. 1 pkt. 1 lit. a GDPR
Lokalizacja przetwarzania
Jest to główna lokalizacja, w której przetwarzane są zebrane dane. Jeśli dane są przetwarzane również w innych krajach, użytkownik jest informowany osobno.
European Union
Przydatne
Regulamin, polityka prywatności.
https://pl.test.kan-therm.com/p/polityka-ochrony-prywatnosci
-
Clickmeeting
Usługi analityczne
Opis usługi
Usługa wykorzystywana jest do organizowania spotkań online i webinarów na żywo.
Podmiot przetwarzający
ClickMeeting sp. z o.o.; Gdańsk, Polska
Cele przetwarzania danych
Ta lista przedstawia cele zbierania i przetwarzania danych.
Statystyka
Analiza
Tracking
Marketing
Informacje przetwarzania przez podmiot przetwarzający
Link poniżej zawiera informacje o zbieranych danych, podczas korzystania z tej danej usługi. Mogą to być dane jak IP, czas przetrzymywania danych czy dane firmy udostępniającej usługę.
https://clickmeeting.com/pl/legal
Wykorzystywane technologie
Ta lista przedstawia wszystkie technologie wykorzystywane przez tę usługę do gromadzenia danych. Typowe technologie to pliki cookie i piksele, które są umieszczane w przeglądarce.
Cookie
Podstawa prawna
Poniżej wymieniono niezbędną podstawę prawną przetwarzania danych.
Art. 6 ust. 1 pkt. 1 lit. a GDPR
Lokalizacja przetwarzania
Jest to główna lokalizacja, w której przetwarzane są zebrane dane. Jeśli dane są przetwarzane również w innych krajach, użytkownik jest informowany osobno.
European Union
Przydatne
Regulamin, polityka prywatności.
https://pl.test.kan-therm.com/p/polityka-ochrony-prywatnosci
-
Freshmail
Usługi marketingowe
Opis usługi
Za pośrednictwem serwisu, świadczone są usługi w zakresie e-mail marketingu.
Podmiot przetwarzający
FreshMail Holding S.A.; Kraków, Polska
Cele przetwarzania danych
Ta lista przedstawia cele zbierania i przetwarzania danych.
Analiza
Tracking
Reklama
Marketing
Informacje przetwarzania przez podmiot przetwarzający
Link poniżej zawiera informacje o zbieranych danych, podczas korzystania z tej danej usługi. Mogą to być dane jak IP, czas przetrzymywania danych czy dane firmy udostępniającej usługę.
https://freshmail.com/privacy-policy-2/
Wykorzystywane technologie
Ta lista przedstawia wszystkie technologie wykorzystywane przez tę usługę do gromadzenia danych. Typowe technologie to pliki cookie i piksele, które są umieszczane w przeglądarce.
Cookie
Podstawa prawna
Poniżej wymieniono niezbędną podstawę prawną przetwarzania danych.
Art. 6 ust. 1 pkt. 1 lit. a GDPR
Lokalizacja przetwarzania
Jest to główna lokalizacja, w której przetwarzane są zebrane dane. Jeśli dane są przetwarzane również w innych krajach, użytkownik jest informowany osobno.
European Union
Przydatne
Regulamin, polityka prywatności.
https://pl.test.kan-therm.com/p/polityka-ochrony-prywatnosci
-
Google Ads
Usługi marketingowe
Opis usługi
To jest usługa reklamowa.
Podmiot przetwarzający
Google Ireland Limited Google Building Gordon House, 4 Barrow Street, Dublin D04 E5W5, Ireland
Cele przetwarzania danych
Ta lista przedstawia cele zbierania i przetwarzania danych.
Personalizacja
Statystyka
Analiza
Tracking
Reklama
Marketing
Informacje przetwarzania przez podmiot przetwarzający
Link poniżej zawiera informacje o zbieranych danych, podczas korzystania z tej danej usługi. Mogą to być dane jak IP, czas przetrzymywania danych czy dane firmy udostępniającej usługę.
https://policies.google.com/privacy?hl=en
Wykorzystywane technologie
Ta lista przedstawia wszystkie technologie wykorzystywane przez tę usługę do gromadzenia danych. Typowe technologie to pliki cookie i piksele, które są umieszczane w przeglądarce.
Cookie
Pixel
Podstawa prawna
Poniżej wymieniono niezbędną podstawę prawną przetwarzania danych.
Art. 6 ust. 1 pkt. 1 lit. a GDPR
Lokalizacja przetwarzania
Jest to główna lokalizacja, w której przetwarzane są zebrane dane. Jeśli dane są przetwarzane również w innych krajach, użytkownik jest informowany osobno.
European Union
Przydatne
Regulamin, polityka prywatności.
https://pl.test.kan-therm.com/p/polityka-ochrony-prywatnosci
-
Google Ads Conversion Tracking
Usługi marketingowe
Opis usługi
To usługa śledzenia konwersji.
Podmiot przetwarzający
Google Ireland Limited Google Building Gordon House, 4 Barrow St, Dublin, D04 E5W5, Ireland
Cele przetwarzania danych
Ta lista przedstawia cele zbierania i przetwarzania danych.
Tracking
Reklama
Marketing
Informacje przetwarzania przez podmiot przetwarzający
Link poniżej zawiera informacje o zbieranych danych, podczas korzystania z tej danej usługi. Mogą to być dane jak IP, czas przetrzymywania danych czy dane firmy udostępniającej usługę.
https://policies.google.com/privacy?hl=en
Wykorzystywane technologie
Ta lista przedstawia wszystkie technologie wykorzystywane przez tę usługę do gromadzenia danych. Typowe technologie to pliki cookie i piksele, które są umieszczane w przeglądarce.
Cookie
Pixel
Podstawa prawna
Poniżej wymieniono niezbędną podstawę prawną przetwarzania danych.
Art. 6 ust. 1 pkt. 1 lit. a GDPR
Lokalizacja przetwarzania
Jest to główna lokalizacja, w której przetwarzane są zebrane dane. Jeśli dane są przetwarzane również w innych krajach, użytkownik jest informowany osobno.
European Union
Przydatne
Regulamin, polityka prywatności.
https://pl.test.kan-therm.com/p/polityka-ochrony-prywatnosci
-
Facebook Social Plugins
Usługi marketingowe
Opis usługi
Jest to wtyczka społecznościowa Facebooka, która umożliwia integrację treści Facebooka z witrynami stron trzecich.
Podmiot przetwarzający
Facebook Ireland Limited 4 Grand Canal Square, Grand Canal Harbour, Dublin, D02, Ireland
Cele przetwarzania danych
Ta lista przedstawia cele zbierania i przetwarzania danych.
Optymalizacja
Personalizacja
Integracja funkcji serwisu Facebook
Informacje przetwarzania przez podmiot przetwarzający
Link poniżej zawiera informacje o zbieranych danych, podczas korzystania z tej danej usługi. Mogą to być dane jak IP, czas przetrzymywania danych czy dane firmy udostępniającej usługę.
https://www.facebook.com/policies/cookies/
Wykorzystywane technologie
Ta lista przedstawia wszystkie technologie wykorzystywane przez tę usługę do gromadzenia danych. Typowe technologie to pliki cookie i piksele, które są umieszczane w przeglądarce.
Cookie
Podstawa prawna
Poniżej wymieniono niezbędną podstawę prawną przetwarzania danych.
Art. 6 ust. 1 pkt. 1 lit. a GDPR
Lokalizacja przetwarzania
Jest to główna lokalizacja, w której przetwarzane są zebrane dane. Jeśli dane są przetwarzane również w innych krajach, użytkownik jest informowany osobno.
European Union
Przydatne
Regulamin, polityka prywatności.
https://pl.test.kan-therm.com/p/polityka-ochrony-prywatnosci
-
Google Maps
Usługi analityczne
Opis usługi
To jest usługa tworzenia map internetowych.
Podmiot przetwarzający
Google Ireland Limited Gordon House, 4 Barrow St, Dublin 4, Ireland
Cele przetwarzania danych
Ta lista przedstawia cele zbierania i przetwarzania danych.
Wyświetlanie map
Informacje przetwarzania przez podmiot przetwarzający
Link poniżej zawiera informacje o zbieranych danych, podczas korzystania z tej danej usługi. Mogą to być dane jak IP, czas przetrzymywania danych czy dane firmy udostępniającej usługę.
https://policies.google.com/privacy?hl=en
Wykorzystywane technologie
Ta lista przedstawia wszystkie technologie wykorzystywane przez tę usługę do gromadzenia danych. Typowe technologie to pliki cookie i piksele, które są umieszczane w przeglądarce.
Cookie
Podstawa prawna
Poniżej wymieniono niezbędną podstawę prawną przetwarzania danych.
Art. 6 ust. 1 pkt. 1 lit. a GDPR
Lokalizacja przetwarzania
Jest to główna lokalizacja, w której przetwarzane są zebrane dane. Jeśli dane są przetwarzane również w innych krajach, użytkownik jest informowany osobno.
European Union
Przydatne
Regulamin, polityka prywatności.
https://pl.test.kan-therm.com/p/polityka-ochrony-prywatnosci
-
Google Analytics
Usługi analityczne
Opis usługi
To jest usługa analizy internetowej. Dzięki temu użytkownik może mierzyć ROI z reklamy, a także śledzić Flash, wideo oraz serwisy i aplikacje społecznościowe.
Podmiot przetwarzający
Google Ireland Limited Google Building Gordon House, 4 Barrow St, Dublin, D04 E5W5, Ireland
Cele przetwarzania danych
Ta lista przedstawia cele zbierania i przetwarzania danych.
Analiza
Marketing
Informacje przetwarzania przez podmiot przetwarzający
Link poniżej zawiera informacje o zbieranych danych, podczas korzystania z tej danej usługi. Mogą to być dane jak IP, czas przetrzymywania danych czy dane firmy udostępniającej usługę.
https://policies.google.com/privacy?hl=en
Wykorzystywane technologie
Ta lista przedstawia wszystkie technologie wykorzystywane przez tę usługę do gromadzenia danych. Typowe technologie to pliki cookie i piksele, które są umieszczane w przeglądarce.
Cookie
Pixel
Podstawa prawna
Poniżej wymieniono niezbędną podstawę prawną przetwarzania danych.
Art. 6 ust. 1 pkt. 1 lit. a GDPR
Lokalizacja przetwarzania
Jest to główna lokalizacja, w której przetwarzane są zebrane dane. Jeśli dane są przetwarzane również w innych krajach, użytkownik jest informowany osobno.
European Union
Przydatne
Regulamin, polityka prywatności.
https://pl.test.kan-therm.com/p/polityka-ochrony-prywatnosci
-
GrafiteCMS
Usługi niezbędne
Opis usługi
Potężny niezależny CMS dla aplikacji Laravel.
Podmiot przetwarzający
Grafite Inc., 777 Waterloo St, Mount Forest, ON N0G 2L3, Canada
Cele przetwarzania danych
Ta lista przedstawia cele zbierania i przetwarzania danych.
Optymalizacja
Informacje przetwarzania przez podmiot przetwarzający
Link poniżej zawiera informacje o zbieranych danych, podczas korzystania z tej danej usługi. Mogą to być dane jak IP, czas przetrzymywania danych czy dane firmy udostępniającej usługę.
https://opensource.org/licenses/MIT
Wykorzystywane technologie
Ta lista przedstawia wszystkie technologie wykorzystywane przez tę usługę do gromadzenia danych. Typowe technologie to pliki cookie i piksele, które są umieszczane w przeglądarce.
Cookie
Podstawa prawna
Poniżej wymieniono niezbędną podstawę prawną przetwarzania danych.
Art. 6 ust. 1 pkt. 1 lit. a GDPR
Lokalizacja przetwarzania
Jest to główna lokalizacja, w której przetwarzane są zebrane dane. Jeśli dane są przetwarzane również w innych krajach, użytkownik jest informowany osobno.
Wielka Brytania
Przydatne
Regulamin, polityka prywatności.
https://pl.test.kan-therm.com/p/polityka-ochrony-prywatnosci
-
erecruiter
Usługi analityczne
Opis usługi
Podmiot przetwarzający
eRecruitment Solutions sp. z o.o. Grupa Pracuj SA
Cele przetwarzania danych
Ta lista przedstawia cele zbierania i przetwarzania danych.
Świadczenie usług
Bezpieczeństwo
Wsparcie
Statystyka
Analiza
Marketing
Informacje przetwarzania przez podmiot przetwarzający
Link poniżej zawiera informacje o zbieranych danych, podczas korzystania z tej danej usługi. Mogą to być dane jak IP, czas przetrzymywania danych czy dane firmy udostępniającej usługę.
Wykorzystywane technologie
Ta lista przedstawia wszystkie technologie wykorzystywane przez tę usługę do gromadzenia danych. Typowe technologie to pliki cookie i piksele, które są umieszczane w przeglądarce.
Cookie
Podstawa prawna
Poniżej wymieniono niezbędną podstawę prawną przetwarzania danych.
Art. 6 ust. 1 pkt. 1 lit. a GDPR
Lokalizacja przetwarzania
Jest to główna lokalizacja, w której przetwarzane są zebrane dane. Jeśli dane są przetwarzane również w innych krajach, użytkownik jest informowany osobno.
Polska
Przydatne
Regulamin, polityka prywatności.
https://pl.test.kan-therm.com/p/polityka-ochrony-prywatnosci
-
SANKOM App
Usługi niezbędne
Opis usługi
Partner biznesowy Sp.z o.o. KAN-therm w dostarczaniu narzędzi do pracy osób zajmujących się tworzeniem systemów sanitarnych.
Podmiot przetwarzający
SANKOM
Cele przetwarzania danych
Ta lista przedstawia cele zbierania i przetwarzania danych.
Świadczenie usług
Wsparcie
Statystyka
Informacje przetwarzania przez podmiot przetwarzający
Link poniżej zawiera informacje o zbieranych danych, podczas korzystania z tej danej usługi. Mogą to być dane jak IP, czas przetrzymywania danych czy dane firmy udostępniającej usługę.
https://pl.sankom.net/polityka-prywatnosci
Wykorzystywane technologie
Ta lista przedstawia wszystkie technologie wykorzystywane przez tę usługę do gromadzenia danych. Typowe technologie to pliki cookie i piksele, które są umieszczane w przeglądarce.
Cookie
Podstawa prawna
Poniżej wymieniono niezbędną podstawę prawną przetwarzania danych.
http://pl.sankom.net/upload/regulaminy_oswiadczenia/regulamin_sprzedazy_2021.pdf
Lokalizacja przetwarzania
Jest to główna lokalizacja, w której przetwarzane są zebrane dane. Jeśli dane są przetwarzane również w innych krajach, użytkownik jest informowany osobno.
Przydatne
Regulamin, polityka prywatności.
https://pl.test.kan-therm.com/p/polityka-ochrony-prywatnosci